




鍍鋅Q&A Faq

技術Q&A
- 鋼板經熱切割的斷面,為何熱浸鍍鋅層的厚度比較薄?鋼板熱切割法有火焰(flame)切割、雷射(laser)切割和電漿(plasma)切割,這些切割法會改變切割面及其周圍的鋼成分和微觀結構。這些改變會影響熱浸鍍鋅層的形成,有時會導致難以達到最小鍍層厚度,並且可能導致鍍層與鋼底材的內聚力及附著性降低。
熱切割後,鋼板斷面會產生熔渣和氧化物夾雜物,而熱浸鍍鋅時的前處理過程一般是無法去除的。如果在鍍
鋅前不去除這些熔渣和氧化物夾雜物,將導致鍍層粗糙且附著力差。最佳處理方式是去除切割毛邊時,同時
研磨或噴砂其斷面。(資料來源: GALVANIZE第86期)

圖1 50mm厚底板經火焰切割 圖2 鍍鋅層厚度718μm(底板)、82μm(斷面)

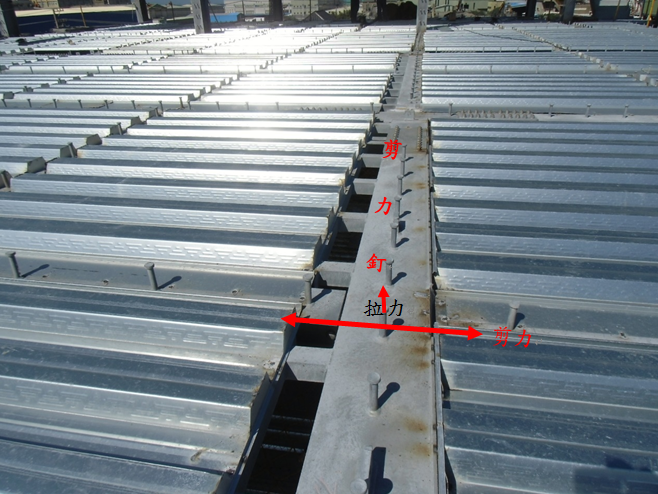
圖3 雷射切割邊緣鍍鋅層剝落 圖4 鍍鋅層微結構(火焰切割面殘留氧化物) - 剪力釘銲接在鋼構件,鋼構件熱浸鍍鋅後是否會影響其握裹強度?
不影響。剪力釘,顧名思義主要是用來傳遞剪應力,與拉拔方向的握裹力不同,所以與握裹強度不產生關係; 剪力釘若是用來承受拉力的話,因剪力釘的端部已有擴頭可承受錨定拉力,與鍍不鍍沒有直接關係,故也不影響握裹強度。

- 金屬為何會生銹?
金屬本身雖具有優良之特性,但在自然狀態下不能以單體存在,而必須以氧化物、硫化物等安定化合物方式存在,也就是所謂的礦石。人類在漫 長的歷史中得知如何自礦石中找到金屬,並耗費極大的勞力去提煉出鐵、銅、鋅、鋁等以資利用。然而金屬曝露在大氣中,鐵易產生紅銹、銅生綠銹、鋅和鋁生白 銹。
這是因為金屬本身常會與水份、二氧化碳、氧氣等安定元素結合成化合物狀態,結果即生成"銹"。
金屬擁有多種固有特性。例如:將金屬置入某一溶液中,其將會有自溶液中析出陽離子的傾向發生,此即所謂〝離子化傾向〞。有關主要元素離子化傾向的順序如下:(易離子化)鉀>鎂>鋁>錳>鋅>鉻>鐵>鈷>鎳>錫>鉛>(氫)>銅>銀>鉑>金(難離子化)。
金屬變成陽離子是一種銹蝕現象。由上表得知:鐵較鎂、金較鐵難離子化,即不易銹蝕。
然而,在金屬的銹蝕型態上又有含水份的電化學銹蝕和不含水份的其他銹蝕之區別。所謂電化學銹蝕就是金屬由於雨水、海水、結露等的濕潤,或是和其它電解質作用,產生非金屬化合物的一種變化。一般而言,金屬銹蝕大半是這種型態。
所謂其它銹蝕就是金屬在高溫或常溫下,由於氧化、硫化現象所產生的化學銹蝕(乾蝕),或是由於細菌等所產生的生物銹蝕。
- 鋼鐵的防蝕方法有哪些?
構造用材料中,鋼鐵佔有其重要地位。但在一般的環境下,鋼鐵易生銹,所以適當的防蝕處理是必要的;一般銹蝕的抑制方法,其原理不外乎下列四種:
- 覆蓋遮斷法。
- 鋼鐵上之披覆材表面形成一種耐蝕性的靜態安定性的腐蝕生成物。
- 使素材表面之局部電池發生減少。
改變環境中之銹蝕狀態,使銹蝕形成減少。
一般防蝕方法,即為上述四種原理之組合,可做以下之分類:

- 鍍鋅後之鋼材性質是否會有變化?熱浸鍍鋅加工之流程依脫脂、酸洗、助熔劑處理、熱浸鍍鋅、冷卻等順序進行。其中脫脂、助熔劑處理及冷卻過程對鋼鐵性質毫無影響,不會發生問題。酸洗過程對一般鋼種亦無影響,但對80kg/mm2以上之高強度鋼,於酸洗時對產生之氫氣感受性較強,故必須注意,可改用噴砂處理。雖然如此,各種試驗結果,卻對此現象無十分明確的認定。
鍍鋅過程對一般鋼種之性質無影響,但對80kg/mm2以上之高強度鋼的機械性質,降伏點、抗拉強度、伸長率、衝擊強度及疲勞強度,則多少會有變化但均在其規格內,故影響不大。所以,高強度鋼和熱處理硬化鋼材之熱浸鍍鋅處理,事先應知會鍍鋅廠商。 - 任何材料均能熱浸鍍鋅嗎?鋼鐵製品,如軋延鋼材、鑄件、鑄鋼等均可施以熱浸鍍鋅處理,但鑄件如用平常的酸洗法是無法將燒結砂去除,會發生鍍不上的現象,故噴砂處理是絕對必要的。
鋼節構用軋延鋼材、銲接構造用軋延鋼材、配管用鋼管等,皆可使用熱浸鍍鋅處理。 - 為何熱浸鍍鋅表面光澤會消失?有時又會呈現不定狀態?鍍鋅製品在大氣中使用時,鍍層表面會生成一緻密的氧化層,鍍鋅的優良耐蝕性亦是因此皮膜的保護作用所致。鍍鋅後之氧化層約只有0.1mm左右,非常薄可透光,直接可看到底下的鋅光澤,經過一段時間後,此皮膜越來越厚而不透光,鋅光澤即消失。
鍍鋅表面的光澤變化有以下三種情況:
【A】 金屬鋅光澤的有無:
此為鍍件材質等所引起的燒灰現象,使全部或部份鍍層光澤消失,形成灰色外觀等。
【B】 光澤呈黃色、青色等變化:
此為鍍層表面氧化層變化所致。空氣中的濕氣及二氧化碳與之反應形成青色狀的鹽基性碳酸皮膜。鍍鋅溫度低所形成的黃、青等顏色為氧化層之干預色。 - 螺栓接合之設計如何?與普通螺栓之接合設計都一樣,但高強度螺栓摩擦接合情形下,必須注意下列幾點:
- 摩擦面經噴砂處理其粗糙度須達50S以上,鍍鋅處理之鋼材表面摩擦係數約0.09~0.30,如摩擦接合須達0.33以上時,此處應施以掃砂處理。
- 使用F8T或A325螺栓:未經熱浸鍍鋅之高強度螺栓,F10T(或A490)以上容易發生延遲破壞之現象,F8T以下不會發生。延遲破壞就是高強度螺栓結合一段時間後突然斷裂的現象,此乃金屬結晶內蓄積氫氣壓力過大的結果。熱浸鍍鋅高強度螺栓在前處理若採用酸洗方式,過程中會吸收氫氣而有不良影響,但若採用噴砂處理則不會產生氫氣,故熱浸鍍鋅後高強度螺栓不會產生延遲破壞現象。經過各種試驗顯示,摩擦接合用高強度螺栓只能用F8T或ASTM A325。又中國土木水利工程學會所編「熱浸鍍鋅鋼橋設計施工手冊」,亦建議使用F8T螺栓、F10螺帽、 F35之華司組合。
- 為何表面會有晶格狀花紋產生?此現象稱為鋅花(spangle),在鍍鋼管或薄鋼板時較常見此現象。建築師及工程師常因審美觀而希望有此外觀。
鋅在凝固時,結晶核發生速度快慢不一時就會形成自然而大小不一的鋅花。鋅花常形成在薄鋅層的光滑表面上。鋅花的形成,也需足夠的時間,鍍後馬上冷卻是較不容易形成的。構件浸鍍時間較長或具較厚的金屬間合金層者,當鍍件從鋅浴提出後表面並無足夠的鋅讓它形成鋅花。另外,研究顯示鋼材表面粗糙和晶粒大小也會影響鋅花的形成,平滑均勻的表面會比粗糙的表面容易獲得較大的鋅花。
鋅花對鍍鋅後之加工性(油漆性、彎曲性)會有影響,對於鍍後加工性需好、塗裝性優良者需有細緻的鋅花,連續式鋼片(板)已可利用人為的控制結晶核發生而形成細小的鋅花,甚至可完全看不出來。 - 熱浸鍍鋅可否著色?鍍鋅著色是可能的,但尚在研發階段。可於鋅液中添加特殊元素,變化出各種氧化膜的干涉色。這好比水面類似彩虹之薄狀油膜般,有 赤、青、黃、金等各種顏色。但因成本高,耐蝕性有不良影響,且加工控制呈現同一顏色非常困難,故尚未達實用化階段。目前鍍鋅著色仍以油漆最為普遍,有利於生活上的實用。
全部共 16 筆 (每頁 10 筆) 下一頁 前往第 頁